
气密性检测是保证产品质量,生产安全的重要工序,它在生产过程中的作用已经得到了广泛的认可,其应用领域也越来越广,从以前的汽车制造业己经拓展到了现在的一般日用品行业、家用电器、食品包装、医疗器械等。现在气密性检测包括有气体的泄漏检测、可燃气体的泄漏检测以及气密性检测。前两者多半可以通过化学传感器的方法来进行检测,通常是在元件或系统使用过程中进行检测。
在元件或系统使用过程中进行检测,如果有合适的传感器, 其方法相对简单。本文中介绍的气密性检测, 一般是在元件或系统制造过程中进行检测,通常需要定量检测, 而且要求快速、大量地在生产现场进行。
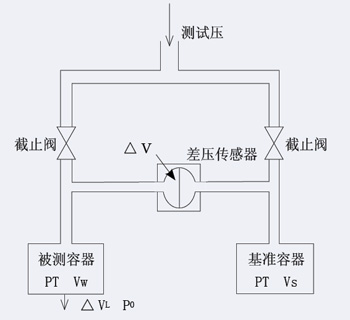
图1差压法原理
气密性检测的常用方法有气泡法,涂抹法,化学气体示踪检漏法,压力变化法,流量法,超声波法等等。传统的检测泄漏方法多采用气泡法和涂抹法。气泡法是将工件浸入水中,充入压缩空气,然后在一定时间内收集从中泄漏出来的气泡以测出泄漏量。涂抹法是在内部充有一定气压的工件表面涂抹肥皂水一类的易产生气泡的液体,观察产生气泡的情况以检测泄漏量的大小。这两种方法操作简单,能直接观察到泄漏的部位和泄漏情况,但由于事先不知道工件泄漏的部位和几处泄漏,难以收集全气泡,影响测量的准确性;其次,对于体积大、笨重、外表面复杂的零件,气泡附着于零件底部和褶皱处而不易观察;测试完后需要对工件进行清扫干燥处理,无法实现自动、定量测漏。因此这两种方法在满足高精度、高效率的生产需求方面显得力不从心。
气密性检测技术国内外现状
为了提高检测精度和效率,实现检测自动化,目前比较流行的气密性检测方法是差压法,基本原理如图1所示。被测容器如果有泄漏,必然造成容器内气体质量的流失,使容器内原有的气压减低,通过测量容器内气体压力降可以推导出实际容器泄漏的气体量,以达到检测气体泄漏量的目的。
泄漏流量与差压的关系可以用下式表示:
公式

上式中,PT为测试压,P0为外界压力(大气压),VW为被测容器容积,VS为基准容器容积,V为由于差压的产生造成的差压传感器内容积的变化,ΔVL为排到大气中的泄漏量,ΔP为差压,QL为气体泄漏流量,t为产生差压△P相对应的测试时间。其中PT P0均为绝对压力。
基于上述基本原理,国外众多厂家都开发出了气密性检测仪,比较著名的有法国ATEQ公司,美国的USON公司,日本的COSMOS公司等。ATEQ 公司为世界制造气密性测试仪器的先驱,涉及汽车、医药、家电、压铸、包装、阀门、煤气、电子、建筑、航空等领域。USON公司也生产很多种类型的测漏仪,它的4000系列提供了多种检测模式,同时考虑到了测漏性能、泄漏量、以及针对实际应用中不同被测物的容积及泄漏量大小提供了相应的产品。COSMOS 主要生产针对特殊化学气体的泄漏检测设备。
近年来,国内一些科研机构和厂家也对气密性检测仪进行了开发研制,其中,希立仪器的直压式、差压式、正负压一体式、流量式等各种型式气密性检测仪,检测精度高达万分之二(检测精度和测试条件有关)。高精度,高效率,低成本是该系列产品的最大竞争优势,此外仪器界面友好,操作简单,而且还配备各种通讯接口,具有强大的扩展功能。广泛应用于各种阀、泵、汽车零部件、管路、发动机、消声器、医疗器械、消费电子、新能源电池等的气密性检测。

气密性检测效率改善方法
基于差压测量的气密性检测技术虽然和传统的检测方法相比,提高了检测效率和自动化程度,但是在有些场合仍然不能满足生产效率的要求,尤其当被测工件的内容积较大时,为了保证一定的检测精度,必须保证足够的充气时间和平衡时间。因为,在充气过程中,气体的温度会发生变化,如果充气时间和平衡时间不足够长,温度变化不能稳定下来,进入检测过程时,温度变化会引起差压的变化,使检测精度下降。此时,检测精度和检测效率就成为了矛盾的关系。为了提高泄漏检测效率,国内外一些研究机构分别提出了一些理论和方法,如快速充气法、温度补偿方法、加装填充物减少被测工件内容积等方法。这些检测效率改进措施在实际应用中得到了验证和发展。
上述气密性检测技术虽然能够检测工件泄漏与否,但不能确定泄漏的具体位置。在某些场合,当工件检测不合格时,需要将工件放入水槽中,通过水检的方式确定漏点位置。为了提高检测效率,新的检漏机常将气密性检测(干式检漏)与水检功能复合在一台设备中。被测工件进入检漏机后,首先进行干式检漏,如果工件合格,则将工件送出。如果工件不合格则自动将工件沉入检漏机下方的水槽中,进行水检以确定漏点位置,这样进一步提高了气密性检测的自动化程度和检测效率。
此外,即采用红外摄像仪结合图像处理技术进行泄漏位置的检测,其基本原理是向工件中充入比环境温度略低的气体,采用红外摄像仪拍摄工件外表面的温度场图像,如果工件有泄漏,则在温度场图像中有奇异点,通过图像处理技术把该温度奇异点提取出来即可确定泄漏位置。该方法和采用水检确定漏点位置的方法相比,由于不需要对工件进行后续的干燥清洁处理,可大大提高检测效率。目前该研究尚处于实验室阶段,预计在不远的将来即可应用于生产实际。
随着计算机、电子、传感技术的飞速发展,泄漏检测技术的发展将迎来新的发展契机。未来的气密性检测技术将向高精度、高效率、智能化的方向进一步发展。
希立仪器,知名气密性检测仪、防水测试设备厂家,总部位于深圳。专注提供一站式气密性检测、气密性测试、防水测试系统解决方案的高新科技企业,为客户产品品质护航



